長い工具での加工には、工具のたわみが生じます。工具のたわみはビビリ振動、刃具折損、加工精度低下などの原因となります。工具の突き出し量とたわみ量の関係を以下に示します。
① 加工深さで工具を分割するとたわみ量を低減できます。分割例ショート L/D5前後 (工具の能力が十分発揮できるように)ロング L/D5以上 (必要な深さまで)
テストインジケータ(てこ式ダイヤルゲージ)使用時の注意点
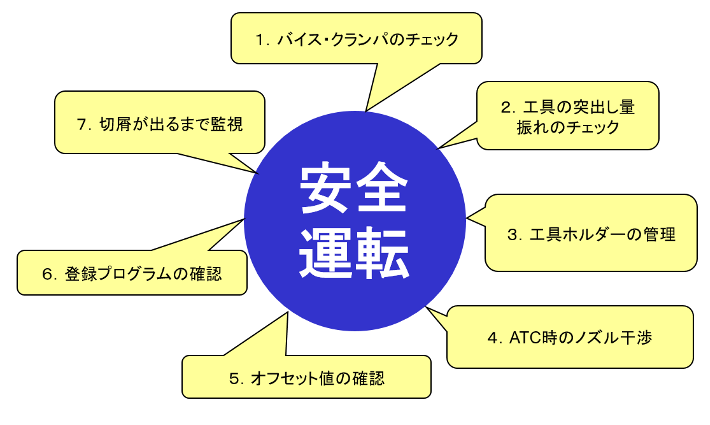
安全に機械をお使いいただくために
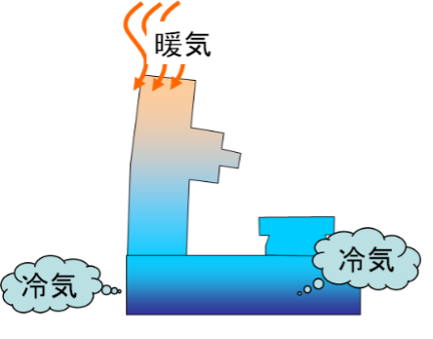
工作機械に望ましい温度環境