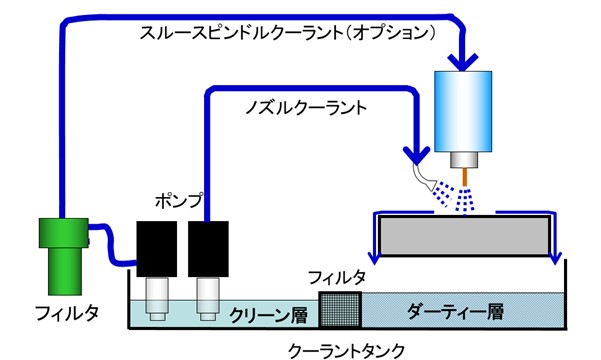
クーラントは切削液とも呼ばれます。切削加工中に加工点にかけることで、①潤滑 ②冷却 ③洗浄の役割を果たします。
①潤滑 加工ワークと工具の間に膜を作り、摩擦を軽減します。効率的に加工が行えるだけでなく、工具の寿命を延ばすことができます。
②冷却 高温になった加工点を冷却します。これにより、加工精度を安定させることができます。
③洗浄 加工点で発生した切りくずを洗い流し、加工の妨げにならないようにします。
クーラントは、切削加工において上記のように大切な役割を果たすものです。一方で、管理を怠るとトラブルの原因にもなります。クーラントを正しく管理することは、機械の安定稼働につながります。
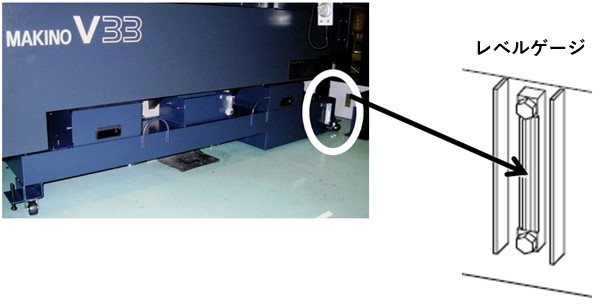
・クーラントタンクのレベルゲージの液面を確認し、少ない場合は補給します。
※注意※ 上限を超えての補給はしないでください。切りくずがタンクに回収される際、容量オーバーでクーラントが溢れることがあります。
・濃度/pH管理 濃度の低下は、切削性能の低下、腐敗、錆の発生などをもたらします。 反対に必要以上に高濃度で使用すると、コストがかかるだけでなく、液のゲル状化、発泡、アルミニウム合金(非鉄金属)の変色をもたらし、また、皮膚炎の原因にもなります。 JIS規格では、JISK2241において、pHが8.5以上10.5未満であるように定めています。
・浮上油の除去 定期的にクーラントタンク内の浮上油の除去を実施します。 クーラントには、油分を浮上(反発分離)させる働きがあります。切削液の性能を持続させるためには、この浮上油を定期的に除去することが重要です。 浮上油の除去を怠ると、これらがタンクの表面を覆って、空気を遮断します。すると、タンク内で嫌気性の細菌が急激に増殖し、クーラントの腐敗が進みます。この腐敗は、悪臭を発生させるだけでなく、油剤成分の消失による諸性能の低下や、配管・フィルタの目詰まりを引き起こします。
上の状態はクーラントが有効に機能している状態であり、異常な状態ではありません。
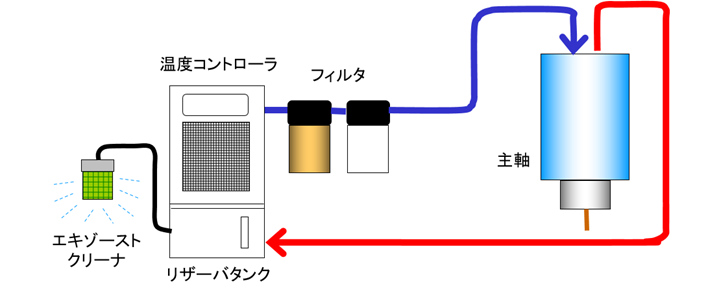
主軸潤滑油・送り軸冷却油点検のキーポイント
主軸潤滑油/冷却油の定期点検
摺動面潤滑油点検のキーポイント